联系人:章先生
手 机:189-5208-4828
邮 箱:zhxpmail@126.com
网 址:www.heruibz.com
地 址:南京市溧水区东屏镇工业集中区
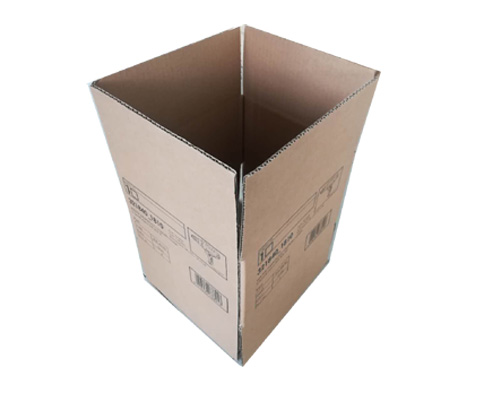
交联是一种在造纸过程中改变纤维方向的加工方法。包装纸箱厂家通常纸纤维是纵向平行走向的,这种箱子成型后纤维水平方向围绕在箱子周围,而这是造成纸箱抵抗压力的的坏方向。交联则使许多纤维与机器方向呈90度走向,加工结果是许多纤维与箱边上下垂直走向,这样就能不增加纤维而增加了纸箱堆码强度。测量一块衬纸在交联时的强度就是测出它承受环压破坏的能力。把一个半英寸宽6英寸长的纸板条变成圆环,用以受压,破坏它所需用的磅数就是该材料的环压强度。高环压强度的衬纸加上高环压强度的芯纸,不仅增加丁纸箱垂直边的抗压能力,而且增加了整个纸箱的抗压强度。这种增强瓦楞纸箱强度的方法是建立在两层或更多层;常州包装纸箱芯纸层合的基础上的。粘合剂可以是一种简单的玉米淀粉粘合剂,产生一种强度的芯纸以夹在交联的、加压成形的或常规强度的纸中间。双芯瓦楞纸箱保持着的单瓦楞结构,却起着瓦楞纸箱的作用,它比单瓦楞纸箱重约百分之十,但产生的抗压强度大大提高百分之十。

纸箱大致分为两大类,一类是经钉或糊的完整纸箱,纸箱形式为对口式。另一类是只需提供只有经印刷和模切工序的板片,行业内称为机包箱。包装纸箱厂家在纸箱包装过程中要完成的几个动作是关键点,要关注纸箱或板片在送入包装线后是否顺畅,不能有卡堵的现象。所以纸箱在包装时应与用户一起深入生产一线,共同参与调试,发现问题立刻改进设计来解决问题。除了确定下来的尺寸始终要保持一致性以外,纸箱的压线很重要一环,自动包装线是靠许多机械装置、机械手来完成的,压线如果不到位或压线深度不够,使纸箱无法成型或成型不到位,会造成包装动作的失败,严重的产生堵塞而停线。常州包装纸箱特别是纸箱摇盖处的压线,因为自动线包装中通常使用热融胶来粘合成型,如果压线达不到自动包装线的要求,成型不到位而使粘合不良,严重的产生散包通不过生产线。

纸箱功用不全或存在问题主要表现为:供应包装纸箱接缝黏合不完整,胶带接头不完整或接头钉合不充沛;开槽切入纸箱侧边的边缘;盖片不能对接,其间隙大于3mm;纸箱非压痕处呈现弯曲;箱面印刷不全或图文含糊;纸箱没有按规则采取防滑措施。纸箱不能满足维护或标识内装物的功用主要表现为:接缝脱开;尺寸超出允许误差范围;常州包装纸箱压痕线处决裂或纸面被切断;外表撕裂、拆穿,有孔洞或盖片翼片不规则并粘连有多余的纸板片;印刷有错误、印刷不全或颜案有过失;外界物质形成污染。纸箱外观欠佳但不影响其运用功用主要表现为:开槽或纸箱模切粗糙;纸板外表有搓板状凸凹不平,影响印刷图文质量;箱面有污染杂点;浅度划伤或标志被擦掉。

纸箱的抗压强度随堆码时间的延长而降低,这种现象称为疲劳现象。包装纸箱厂家试验表明,在长期载荷的作用下,只要经历一个月的时间,纸箱的抗压强度就会下降30%,在经历一年后,其抗压强度就只有初始值的50%.在设计纸箱材质时,对流通时间较长的纸箱应提高其安全系数。纸箱堆码方式也对纸箱的抗压强度产生一定影响。常州包装纸箱竖坑方向承受的压力大大超过横坑方向,纸箱堆码时应保持竖坑方向受压。从试验结果来看,纸箱的箱角部位承受的压力高,离箱角越远,承压力越低。因此纸箱在堆码时应尽量保持箱角与箱角对齐叠放。



 189-5208-4828
189-5208-4828
