联系人:章先生
手 机:189-5208-4828
邮 箱:zhxpmail@126.com
网 址:www.heruibz.com
地 址:南京市溧水区东屏镇工业集中区
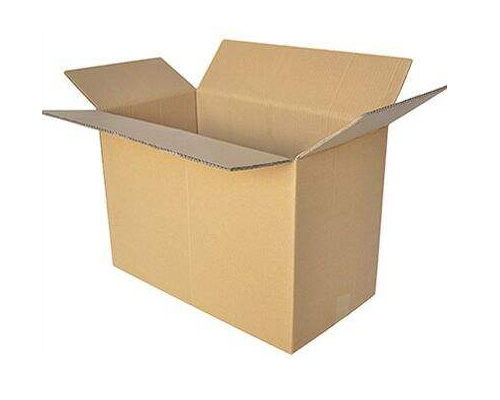
纸箱包装在满足维护、方便、销售等功能的条件下,应是用量少的适度包装。满足本地包装纸箱了包装应重复利用或易于回收再生等特点,通过多次重复使用,或通过回收废弃物,生产再生制品、焚烧利用热能、堆肥化改善土壤等措施,达到再利用的目的既不污染环境,又可充分利用资源。纸箱材料对人体和生物,包装产品的整个生命周期中,不对环境发生污染或造成公害。浦口包装纸箱包装制品从原材料采集、资料加工、制造产品、产品使用、废弃物回收再生,直至处置的生命全过程均不应对人体及环境造成公害。
1、包装纸箱价格生产纸板时要控制纸板的水分含量纸板的水分含量不可过多,因为水分大则纸板的硬度低,影响纸板的边压指数。在纸板加工过程中,单面机和双面机工序上胶量不能过大。一旦上胶量大,纸板的楞形会变形,而瓦楞的形状是直接影响纸板的边压的,边压降低,的抗压强度也随之降低。2、纸板的粘合强度要大粘合强度是瓦楞纸与里纸、面纸的粘合力。如果万一出现纸板假粘,受压后,面纸或里纸便会与瓦楞纸分离,那么的抗压强度会直线下降。3、本地包装纸箱要控制好原纸的使用检查瓦楞纸的施胶情况,原纸表面吸水性指标药效。如果原纸表面施胶差,吸水性就会偏高,很容易手冷库低温、潮湿的环境影响,导致回潮,变软,整理抗压强度降低。4、生产环节中的间隙压力控制要适中尤其要注意糊箱机上糊的间隙压力不能太小,双面机,模切机上的太阳轮间隙压力要控制在合理的范围内,以避免将瓦楞形压溃,影响纸板的抗压强度。5、使用泼水剂、防水光油等解决表面防水防潮问题。

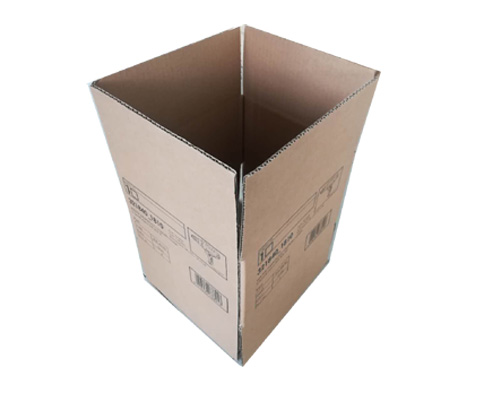
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。瓦楞纸箱是一种应用比较广泛的包装制品,用量一直是各种包装制品之首。包括钙塑瓦楞纸箱。包装纸箱价格边压好坏会直接影响纸箱的物理指标。原纸的环压强度和纸板的粘合强度如何,很大程度上决定着纸板的边压强度。有的是纸板没有做好,导致边压不足,但也操作不正确导致的数据错误。那么瓦楞纸箱定做边压强度标准如何检测呢?下面小编给大家介绍下。纸板长度所能承受的压力叫边压强度,它是指承受平行于瓦楞方向压力的能力。按照有关的标准规则,边压强度的试样从三个样箱中,每个分别切取三块无机械压痕、无印刷痕迹和损坏的试样,试样的瓦楞方向应为短边,试样规格为25×100mm。误差±0.5mm。浦口包装纸箱要求取样器的刀口应保持锋利,并且刀架上的刀片安装位置要合适,刀刃口与刀槽所成角度可调整至45°为宜。
纸箱的拼接方式一般有缝合和打结两种。本地包装纸箱缝合方式强度较高,但不便于卸载。打结方式便于拆卸,适合回收利用。因此,按照不同的使用需要选用不同的拼接方式。贴合度和尺寸也是好坏的重要标准。如果缝合位置不准确、粘合不牢固,容易发生爆裂、变形等问题。浦口本地包装纸箱如果尺寸不符合要求,会导致装载物品时无法完全塞满,容易在运输过程中移位、碰撞、压损。
将准备好的纸板平铺在地板上,用卷尺量出需要的长度,并用笔划出记号,注意一定要选取两个点,因为两点才成直线。浦口包装纸箱标记好两个点后,移去卷尺,用直尺或者其它直的工具沿着两个点的方向压住纸板,美工刀沿着直尺往下划割纸板,注意刀身不要伸出太多,刀刃与纸板间的角度不要太大,用刀刃平顺地沿直尺一划到底,力稍大一些,尽量一次性将纸板划断。包装纸箱价格纸板裁切好后,要做的就是将我们记录在纸上的尺寸标到纸板上来。根据记录的尺寸,用卷尺在纸板上量出相应的尺寸,并用笔划出记号,效果图如下:标好记号后,接下来就要划压线。用直尺将纸板两边相对应的两个点比齐,使其在同一条直线上,用美工刀沿直尺轻划纸板,划的过程中直尺要压紧,不要让其移动,以免划的不直;注意用力要轻,只需用刀尖将纸板表皮划破,看到痕迹即可,千万不要划的太深以免将纸板划断。



 189-5208-4828
189-5208-4828
